

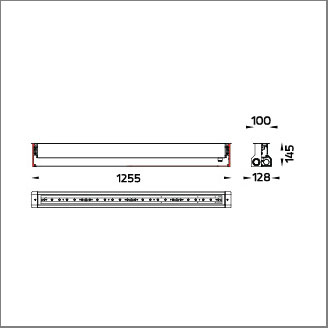



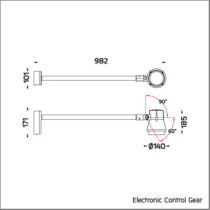
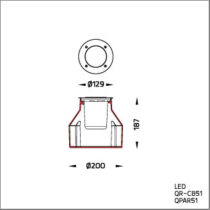
Specification
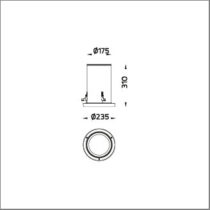
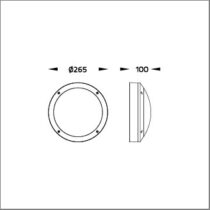
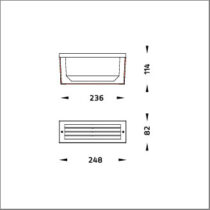
Inground uplight, IP67, Class I
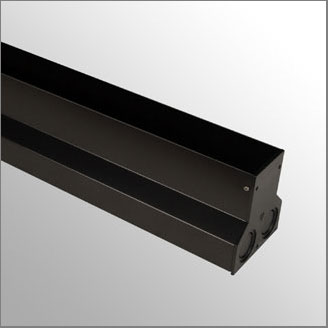
– High-pressure Die Cast Aluminium alloy body and components.
– Extruded Aluminium S6063 alloy body with low copper content.
– Coating Process Nano Ceramic surface conversion, resistant to corrosive environment.
– Luminiare primarily coated with epoxy resin and top coated with UV
stabilized polyester powder and cured in digital temperature controlled chamber at 200°C.
– Impact resistant safety tempered glass cover. Able to withstand the temperature up to 250°C.
– Glass flushes to the front cover, no accumulation of dust and water.
– Molded PC lens from renowned manufacturers in various light distribution patterns.
– Weather resistant silicone gasket. Working temperature -40°C to +200°C.
– External screws are in stainless steel with protection dipping.
– High efficiency LED module utilized Philips Lumiled chips. Assembled on MCPCB and mounted on to heat conductive material.
– The whole systems tested to be operated under maximum ambient environment up to +40°C.
– High quality constant current LED driver. Conform to safety standard and electromagnetic compatibility standard.
– Tinned copper conductor with silicone insulated internal wire from ENCO or equivalents. IMQ approved. Working temperature -40°C to +180°C.
– Terminal Block/ Connector Class1 luminaire provided with the earth connection.
– Pre-wired cable Pre-wired with 3×1.0mm. H07RN-F neoprene cable from Aristoncavi or equivalents. IMQ approved.
– Equipped with anti-humidity kit.
– Installation work has to be carried on according to the enclosed installation manual.
– The water drainage system must be tested to ensure that it is sufficiency and efficiency.
















{kind=link}